Fully automated palletizing


Fully automated palletizing
Delivery period: October 2013
The task The challenges The Solution
A company in the field of interior fittings, facade construction and insulation technology commissioned us to build a conveyor system. This was to palletise 6,000 mm long fibreboards, which were sawn into smaller pieces, on a special wooden pallet to save as much space as possible.
The conveying process in the video

By loading the video, you accept Vimeo's privacy policy.
Learn more
Features
- Conveying Elements: Roller conveyor
Strand conveyor
Converter and change of direction
Storage techniques - Convey Goods: Plaster Phase Plate Stack - 400 kg
Special wooden pallets - empty - Industry: Interior fittings
facade construction
insulation technology
The conveying process in detail
As the stacks have to be quickly lifted out, turned (max. 24 sec. / 2 stacks) and set down, a turnstile with Maltese cross gear was used. This is because it can turn 90° very quickly and precisely, start and brake gently and position the piles exactly on the pallet..

1. Two stacks of fibreboards move crosswise from a saw (not shown) to the feeding station.

2. A turnstile between the rollers lifts the stacks and turns them by 90°.

3. Then a stack is lifted again on the next roller conveyor and moved by a transverse shift. This separates the stacks.

4. At the end of the roller conveyor line the stacks are gripped and palletized. Important: Only one pallet at a time is fully stacked at a time!

5. The following procedure is provided so that the stacking process is not interrupted.
When stacking area 1 (following SP1) is full (the case in Fig. 5), the gantry system (PS) changes to SP2 with the stacking process on the empty pallet. The full pallet on SP1 moves to the delivery place (following AP), where it waits to be picked by a forklift truck. Then two pallets from the pallet dispenser move to SP1 and the reserve storage area (subsequently RP).
When the pallet on SP2 is full, the PS changes to the empty pallet on SP 1 and the full pallet on SP2 moves to the AP. The empty pallet on the RP now moves to SP2. When SP1 is full, the process starts again from the beginning.
Update
Expansion stage II
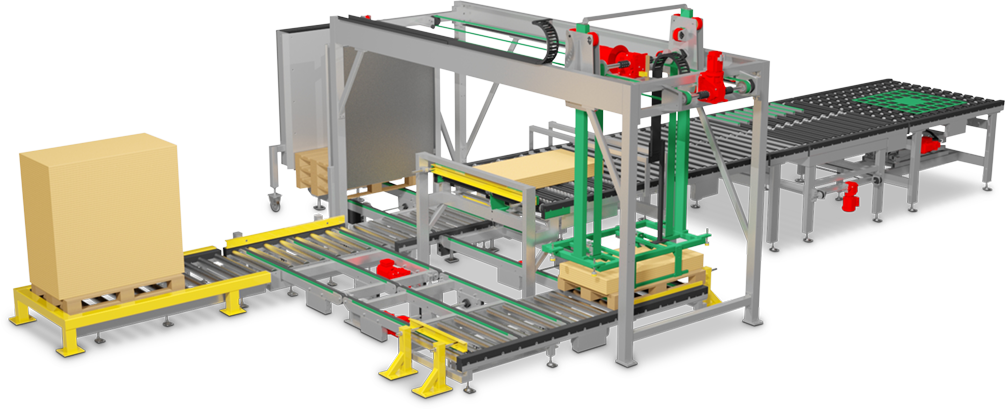
The customer was so satisfied that – after having invested about € 250,000 in this project – he extended the conveyor system only nine months after commissioning. The reason for this was that after the small-format gypsum fibre boards, the company now wanted to fully automate the palletising of large formats – with one and the same system. The ALFOTEC solution: We supplemented it with two gantry systems.
Grippers equipped with suction cups lift the boards (which are located on the roller conveyor already existing since expansion stage I) at an angle in order to release the vacuum between the boards lying flat. They then lift the panels vertically and transport them horizontally to the newly added lifting table opposite. A special wooden pallet is positioned on top of this, on which the panels are stacked with a tolerance of 0.1 mm up to the desired filling height or number of pieces. As you can see in the video, modern barrier techniques such as lifting gates and barriers ensure the safety of the employees.
With the expansion stage II, several goals were successfully implemented: The full automation of the palletizing, which was previously carried out manually in 3-shift operation, saves enormous personnel costs – with a noticeably higher capacity. In addition, the stacking quality has been significantly improved and is now – as desired – reproducible.
Technical details
1. Conveyed goods
- The following goods are conveyed in front of and inside the palletizing portal system: fibreboard stacks, weight: 400 kg / pallet
- The following goods are conveyed behind the palletizer-portal system: special wooden pallets, empty from the pallet dispenser, weight: 30 kg / piece
2. Scope of supply and services
- Conveyor system
- Palletizing portal system
- Chain conveyor with pneumatic stroke
- Chain ejector with pneumatic stroke
- Roller conveyor AU120
- Width-adjustable pallet dispenser
- Control with SPS control and frequency converter
- Assembly incl. commissioning and acceptance
- Safety fences, emergency stop, electrically locked access door and a safety light grid Multingsystem at the pallet exit

By loading the video, you accept Vimeo's privacy policy.
Learn more
Successfully bolted to the workflow
Successfully bolted to the workflow
Delivery period: May 2014
Industrial washing plant intelligently equipped from 6 m depth
Screws go into a “washing machine” – that sounds unspectacular and almost trivial even in the context of an industrial company. But the many process details at the screw manufacturer make you sit up and take notice: Between the various production phases, high-quality screws and their steel transport boxes are repeatedly cleaned and dried in five washing machines and five dryers. Downtimes? Of course, these are best avoided altogether. Due to possible urgent batches even at high throughput rates, the SAP-controlled processes of the conveyor system are particularly flexible and efficient.
By loading the video, you accept YouTube's privacy policy.
Learn more
Features
- Conveying Elements: Roller conveyor
Strand conveyor
Converter and change of direction
Storage techniques
Lift table - Convey Goods: Empty and filled screw boxes
- Industry: Metal industry and processing
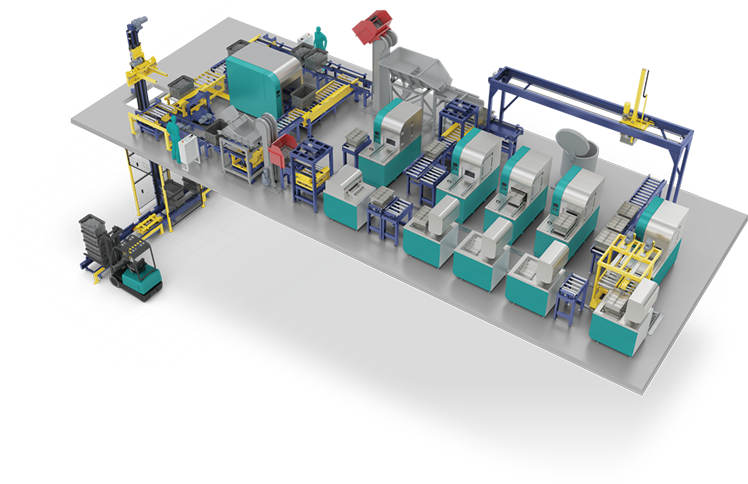
From the basement 6 m high to the car wash
Steel boxes full of screws weighing up to 500 kg are transported from the production area in the basement to the so-called FlexShuttle by forklift. Four transport boxes weighing up to 2 t together and stacked on top of each other are loaded onto the FlexShuttle by the forklift. In the interaction of FlexShuttle and lifter of the conveyor technology specialist ALFOTEC, the stack of boxes with the screws to be cleaned is destacked, separated and moved up to the ground floor, box by box.
The FlexShuttle consists of two mirror-inverted C-profiles. Inside, a carriage runs, which is pulled back and forth by means of a servo motor on a toothed belt in a precise position. Since the FlexShuttle can approach each individual box and close gaps, there is no loss of time and the available space is used quickly and to the maximum. When the lift reaches the ground floor, which is 6 m higher, it sets the box down: A roller conveyor mounted on a revolving platform swivels under the box, picks it up and swivels it through 90 degrees again to bring the transport box into the conveyor section of the car wash.
Five washing machines and dryers
Prior to the washing process, an employee transfers the box data to the SAP system by hand scanner, thus providing an overview of the production throughput. The scanning process also records which washing program is started. The system has been programmed intelligently and flexibly enough to control a total of five washing machines and five dryers, if necessary with express batches.


No “dead” places
Via the heart of the system, a traversing carriage, wash crates are intelligently transported through the conveyor system square to buffer space, lid stations, feed roller conveyors, washing and drying stations. The trolley is controlled in such a way that no “dead” spaces are created by prioritised buffering. The boxes are automatically tilted, thus being emptied and transported further, while the bundles of screws fall onto a vibrating plate and a rake separates them. It is not possible to wash the screws in the transport boxes, because they are not perforated, have no lid, are also dirty and are therefore separated from the screws before the washing process.
Cleaning of the wash boxes and their contents
Via the heart of the system, a traversing carriage, wash crates are intelligently transported through the conveyor system square to buffer space, lid stations, feed roller conveyors, washing and drying stations. The trolley is controlled in such a way that no “dead” spaces are created by prioritised buffering. The boxes are automatically tilted, thus being emptied and transported further, while the bundles of screws fall onto a vibrating plate and a rake separates them. It is not possible to wash the screws in the transport boxes, because they are not perforated, have no lid, are also dirty and are therefore separated from the screws before the washing process.

High safety standard
Der Schraubenhersteller setzt auf einen hohen Sicherheitsstandard: Lift, FlexShuttle und das Waschanlagen-Karree sind durch Schutzzäune eingehaust. The screw manufacturer relies on a high safety standard: Lift, FlexShuttle and the washing bay are enclosed by protective fences. In addition, a light barrier brings the conveyor to a standstill, for example when a forklift truck in the basement drives into the lift with the FlexShuttle for loading or unloading, or on the upper level the boxes are scanned before the washing process.
Unusually high requirements
All those involved know that the requirements are unusually high because many different processes run in parallel and, due to the integration into a complex production process with frequently changing screw batches, a high throughput without production downtimes must be guaranteed. With ALFOTEC, the screw manufacturer chose a conveyor technology partner who could meet these requirements well.

Downloads
Display graphics in better resolution:
More impressions






Malaysia refreshed
The task and special challenges
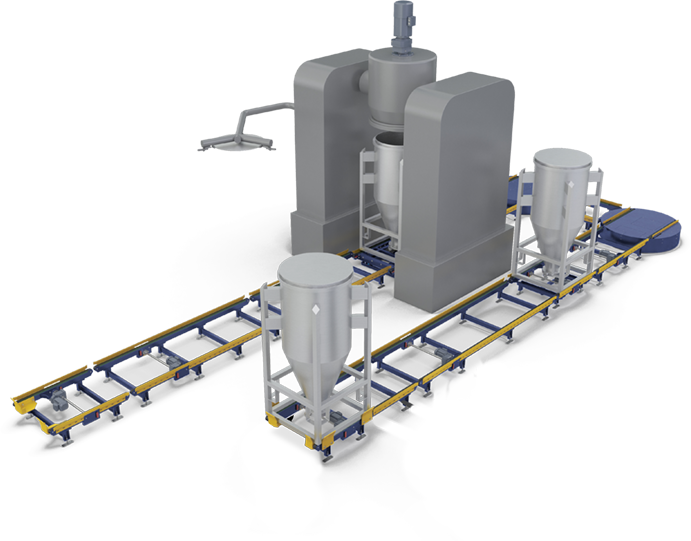
The task was to supplement an existing mixer station with a conveyor system to be developed by us in such a way that the mixing process and the transport of the material to be conveyed between the feed and take-off station could be fully automated in future – without the need for expensive conversions at the mixer station. Stainless steel containers with surrounding frames are used for the material to be conveyed. These are filled with various, precisely defined components, which are mixed by rotation in the mixing station. The containers, including frames, have the external dimensions 1,200 x 1,200 x 2500 mm (W x L x H) and can weigh up to 1,500 kg.
Furthermore, a weighing device should be integrated into the conveyor system in order to determine the total weight of the respective container contents. The main problem was that due to the required low overall height at the mixer station, our lifting tables were too high even in the lower end position. So we had to come up with an innovative idea to solve this problem – a challenge that we met with enthusiasm and high motivation.


The idea:
In order to reduce the height of the lifting table in the retracted state to the construction dimension required at the mixer station, we developed a lifting table with a circulating chain conveyor instead of a surface-mounted chain conveyor. This chain conveyor moves to different heights at the mixing station, so that the individual steps of the mixing process can be carried out fully automatically.
The entire conveyor system

The conveying process:

The driverless transport system available in the company transports the container to the feeding station of the U-shaped conveyor system. This is identical in construction with the take-off station at the end of the conveyor system.

From the feeding station the container (2) closed with a lid (1) is transported to a chain conveyor with load cells or to the weighing station (3). There the exact weight of the container contents is determined.

The container (5) reaches the mixing station below the mixing drum (6) via two revolving platforms (4), each of which rotates 90 degrees.

So that the lid arm can swing in between the drum (7) and the container (8), the newly developed lifting table (9) with circulating chain conveyor lowers into the lower end position.

The chain conveyor now moves up to the removal level of the lid gripper so that it can grip the lid.

The lifting table with the container lowers to the lower end position.

The lid arm swings away with the lid.

The chain conveyor now moves up completely until the container (10) docks with the mixing drum (11) and locks the container.

The chain conveyor then moves down completely so that the container hangs freely suspended on the mixer drum.

Now the actual mixing process takes place: It consists of a slow 180 degree rotation so that the contents get into the mixing drum and are then mixed by a screw (like in a concrete mixer). The container then turns back again by 180 degrees.

After the end of the mixing process, each container is placed back on the lifting table with circulating chain conveyor after steps 4. to 8., which then take place in reverse order.

From there the containers are automatically transported to the delivery station where they can be picked up by the driverless transport system for further use.
The customer benefits:
- 100% integration into existing operational intralogistics
- Trouble-free transport of the material to be conveyed
- Faster throughput times – higher productivity
- High operational safety – minimal risk of downtime
- The conveyor system is designed in a modular way so that it can be easily extended if necessary.
We had already developed a similar system on behalf of the managing director of our client in 2004, when he was still working for another company in Germany. This plant is still operating trouble-free today – and was probably the best recommendation for us as to why the company chose ALFOTEC when awarding the contract.
More impressions


