

Beschichten, Prüfen und Palettieren im Akkord
Lieferzeitraum: März 2024
Unser Kunde: Die Lindner NORIT GmbH & Co. KG. Mit der Übernahme der Goldbach NORIT-Gruppe wurde im Jahr 1998 der Standort Dettelbach Teil der Lindner Group. Seither entstand hier durch konsequente Weiterentwicklung eine der modernsten Produktionsstätten für Bauprodukte in Europa. Auf 25.000 m² produziert die Lindner NORIT GmbH & Co. KG innovative Doppel- und Hohlböden, Brandschutz- und Trockenbauplatten, Trockenestriche und Fußbodenheizungen für alle Anwendungsbereiche. Diesen hocheffizienten Standort in Dettelbach durften wir mit einer Förderanlage von ALFOTEC weiter optimieren.

Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von Vimeo.
Mehr erfahren
Kunde
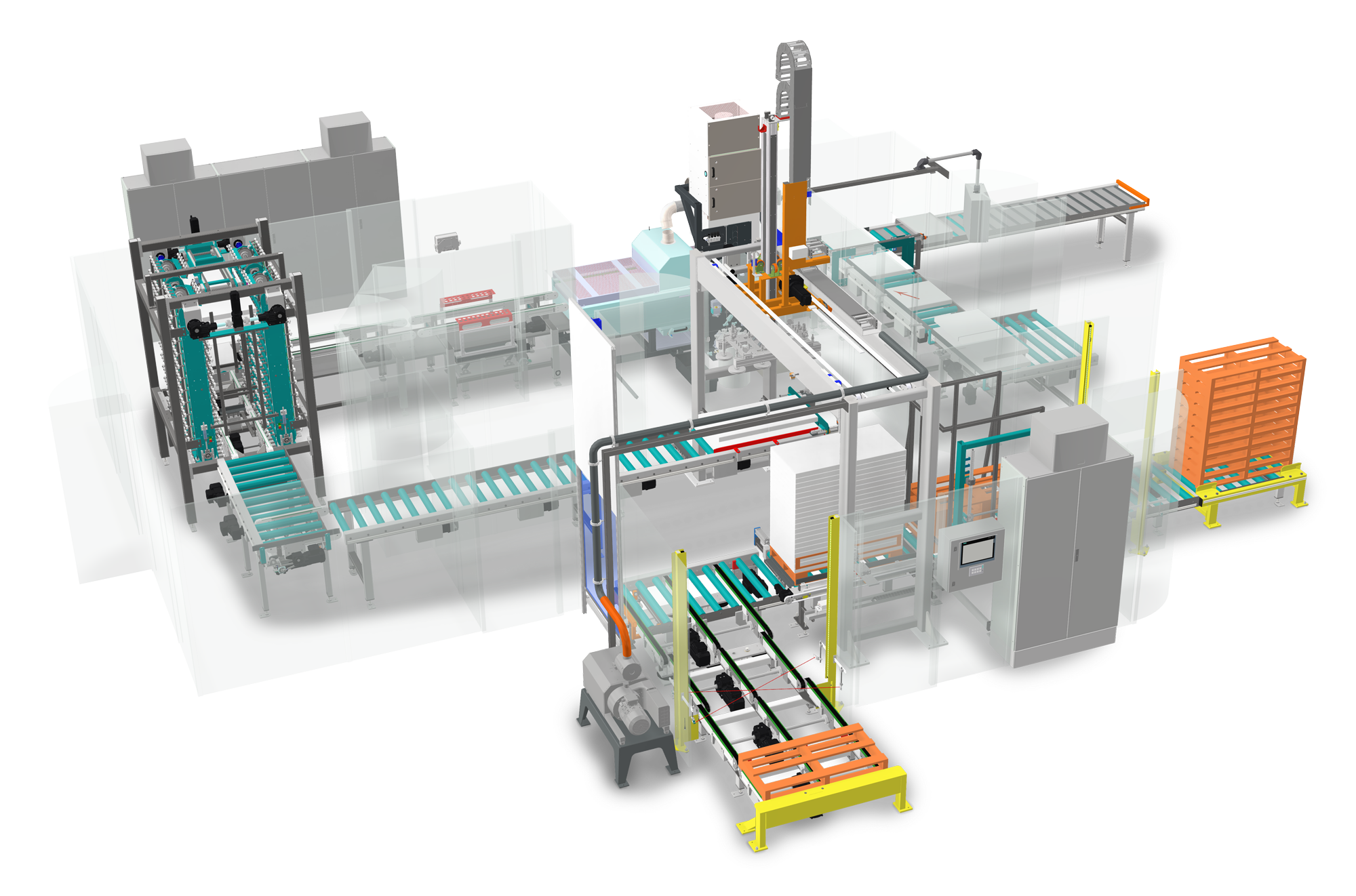
Merkmale
- Verwendete Förderer: Rollenförderer mit Antrieb
Kettenförderer
Portalsystem
Palettenmagazin
Zahnriemenförderer - Zu beförderndes Gut: Gipsfaserplatten
Holzpaletten - Anwendung Branche: Bau- und Immobilienwirtschaft






